Stähle sind Knetlegierungen, was bedeutet, dass sie zum Umformen geeignet sind. Umformen gehört zu den wichtigsten Methoden der Fertigungstechnik und viele Bauteile werden bei der Herstellung umgeformt.
Ein Paradebeispiel dafür sind geschmiedete Kurbelwellen (Abb. 1a).
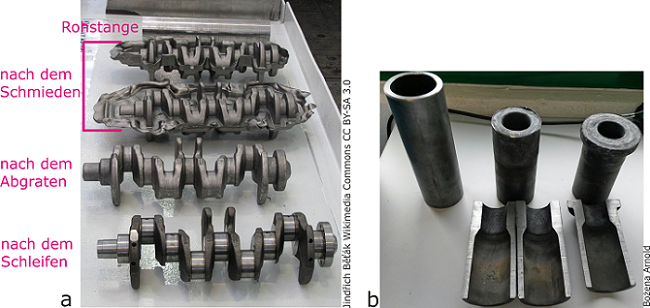 Abb. 1 Anwendungsbeispiele für das Warmumformen a) geschmiedete Kurbelwelle, b) Teil einer Flanschnabe
Abb. 1 Anwendungsbeispiele für das Warmumformen a) geschmiedete Kurbelwelle, b) Teil einer Flanschnabe
Unter Umformen verstehen wir das Ändern der äußeren Form eines festen Körpers unter Beibehaltung des Stoffzusammenhangs. Bei der Formänderung soll – streng genommen – zwischen Umformung und Verformung unterschieden werden.
Von der Umformung wird in der Fertigungstechnik gesprochen und es handelt sich dabei um die Änderung der Form mit Beherrschung der Geometrie. Das geschieht, wenn aus einem Blech ein Bauteil herstellen.
Verformung bedeutet Änderung der Form ohne Beherrschung der Geometrie. So ist es beispielsweise bei einem Unfall, wenn sich das umgeformte Bauteil verformt hat. Physikalisch gesehen besteht jedoch kein Unterschied zwischen Umformen und Verformen.
Verfahren des Umformens
Die Einteilung der Verfahren kann nach dem Gesichtspunkt der in der Umformzone wirksamen Spannungen erfolgen. So lassen sich z. B. Verfahren des Druckumformens nennen, zu denen das wohl bekannte Schmieden, die älteste Umformtechnik, gehört. Ein anderes Beispiel sind Zugdruckumformen-Verfahren mit dem auch gut bekannten Tiefziehen.
Das Umformen setzt sich meist aus einem mehrstufigen Prozess zusammen, was in beiden gezeigten Abbildungen erkennbar ist. Massiv umgeformte Teile weisen gegenüber anderen Fertigungsverfahren eine bessere Qualität auf, und dies oft auch bei niedrigen Herstellkosten. Diese bessere Qualität beruht vor allem auf günstigen mechanischen Eigenschaften, die sich durch einen ununterbrochenen Materialfaserverlauf sowie ein poren- und lunkerfreies Gefüge ergeben.
Zu den Vorteilen des Umformens zählt ein geringer Materialeinsatz. Nahezu das gesamte oder auch das gesamte eingesetzte Rohteilvolumen wird zu einem Fertigteil verarbeitet, was beispielsweise gut in an dem Teil in Abb. 1b zu sehen ist.
Die Durchführbarkeit bestimmter Umformverfahren hängt von den Werkstoffeigenschaften ab. Die metallischen Werkstoffe sind häufig so entwickelt worden, dass sie gut umformbar sind und dann als „Knetlegierungen“ bezeichnet werden.
Wie bereits erwähnt, gehören dazu alle Stähle. Ihre Verformbarkeit wird auch Schmiedbarkeit genannt. Dagegen lassen sich Gusslegierungen oft überhaupt nicht umformen.
Beeinflussung von Eigenschaften
Die Eigenschaften von Werkstücken und Halbzeug werden durch Umformen in hohem Maße beeinflusst. Umformverfahren dienen somit neben der Formgestaltung auch der Erzielung bestimmter Eigenschaften. Dabei spiel die Temperatur, bei der umgeformt wird, eine entscheidende Rolle.
Danach unterscheiden wir grundsätzlich Kalt – und Warmumformung. Die Grenze zwischen den beiden Bereichen bildet die Rekristallisationstemperatur des Werkstoffs. Bei Stählen ist sie von der Zusammensetzung des Stahls abhängig. Eine Kaltumformung wird unterhalb der Rekristallisationstemperatur, so auch beispielsweise bei Raumtemperatur, durchgeführt. Sie führt stets zu einem Festigkeitsanstieg, was häufig gewünscht wird.
Bei der Warmumformung liegt die Arbeitstemperatur oberhalb der Rekristallisationstemperatur. Durch die höhere Temperatur wird das Formänderungsvermögen metallischer Werkstoffe, so auch der Stähle, stark verbessert. Dazu kommt es, dass die für die Umformung erforderlichen Kräfte erheblich geringer sind.
Die wichtigsten Verfahren der Warmumformung sind Walzen, Schmieden und Strangpressen. Nehmen wir das Schmieden als Beispiel. Freiformschmieden wird bei der Primärumformung von gegossenen Bauteilen angewendet. Beim Gesenkschmieden wird meist Halbzeug eingesetzt, um Werkstücke großer Stückzahl zu erzeugen, die eine hohe Lebensdauer insbesondere bei dynamischen Belastungen aufweisen.
In Abb. 2 ist ein einfaches Beispiel für das Warmumformen dargestellt. Dabei wird aus einem Stahl-Rohrstück in nur zwei Prozess-Schritten ein Teil einer späteren Flanschnabe für ein Auto ausgeformt.
Ein eindrucksvolles Anwendungsbeispiel für das Warmumformen ist die bereits erwähnte geschmiedete Kurbelwelle (Abb. 1a), die aus einer Stahl-Stange in wenigen Schritten hergestellt wird.
Die Warmumformverfahren werden ständig verfeinert, um gezielt bestimmte Werkstoffeigenschaften zu erreichen. Diese Verbesserungen betreffen vor allem Temperatur, Umformgrad sowie Abkühlbedingungen und werden sowohl bei den neuen als auch bei altbekannten Werkstoffen vorgenommen.<<


