Mit dem Begriff Faserverlauf wird eine bestimmte Orientierung der Gefügebestandteile bezeichnet.
Bedeutung des Faserverlaufs
Ein charakteristischer Faserverlauf tritt beispielsweise bei der Warmumformung von Stählen auf. Er zeigt die Hauptrichtung des ursprünglichen Walzgefüges auf. Durch den eintretenden Materialfluss kommt es bei der Warmumformung dann zum Umlenken dieser Fasern.
Bei einwandfreien Schmiedebauteilen treten diese sogenannten Fasern im Umformbereich nicht aus, ihr Verlauf ist in sich geschlossen. Ein optimaler Faserverlauf erhöht die dynamische Bauteilfestigkeit. Schon deswegen ist die Bestimmung des Faserverlaufs bei von praktischem Interesse.
Die Beurteilung des Faserverlaufs erfolgt metallographisch. Ein wichtiger Aspekt für die Sichtbarmachung des Faserverlaufs ist, dass diese Fasern elektrochemisch gesehen Bereiche verschiedener Potentiale darstellen und durch geeignete Ätzmittel differenziert angegriffen werden. Dabei können mikroskopische oder makroskopische Methoden angewandt werden, bei denen die plangeschliffenen und ggf. polierten Werkstücke mit geeigneten Lösungen geätzt werden.
Mikroskopische Methoden
Bei den mikroskopischen Methoden müssen die Proben entsprechend vorbereitet werden, d. h. in mehreren Stufen geschliffen und poliert, so dass sie für Betrachtung unter einem Auflichtmikroskop geeignet sind. Bedingt durch höhere Vergrößerungen können jedoch unter diesem Mikroskop keine größeren Bereiche der Faserverlaufs betrachtet werden.
Als Ätzmittel können – abhängig vom Werkstoff - verschiedene Lösungen verwendet werden, die in der Metallographie bekannt sind. Also kann beispielweise bei unlegierten und niedriglegierten Stählen das allgemein gebräuchliche Ätzmittel Nital und bei legierten Stählen das Ätzmittel nach Adler benutzt werden.
Abb. 1 zeigt zwei Beispiele von Mikroschliffen, bei denen der Faserverlauf nach Warmumformen erkennbar ist. Erwartungsgemäß werden bei den mikroskopischen Methoden auch Gefügebestandteile sichtbar. In der Abb. 1b ist neben dem Faserverlauf auch das austenitische Gefüge des Stahls zu sehen.
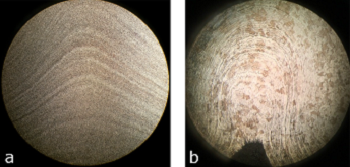
Abb. 1 Faserverlauf bei Mikroätzung a) Vergütungsstahl (mit Nital), b) hochlegierter Stahl (mit Adler)
Makroskopische Methoden
Für den fertigungsbegleitenden Einsatz in der Produktion sind die mikroskopischen Methoden oft zu aufwendig. Hier können nur Makroätzungen behilflich sein.
Von einer Makroätzung (auch Tiefenätzung oder Flächenätzung genannt) wird gesprochen, wenn der Wirkungsbereich der elektrochemischen Potentialdifferenzen einige Zentimeter bis ca. 0,5 mm beträgt. Durch die Wirkung eines Makroätzmittels entsteht ein Relief der Oberfläche, welches bereits mit bloßem Auge gut ersichtlich ist. Der Einsatz einer Leuchtenlupe bzw. eines einfachen Mikroskops zum Betrachten der Probe mit einer kleinen Vergrößerung verbessert die Prüfung.
Die Makroätzung erleichtert die Betrachtung größerer Bereiche und ermöglicht somit eine gute Beurteilung des Faserverlaufs. Bei allen Makroätzungen laufen bestimmte elektrochemische Reaktionen ab, die durch kathodische und anodische Bereiche gekennzeichnet sind. Die Proben müssen vor der Untersuchung nur plangeschliffen werden.
Makroätzung mit Salzsäure
Makroätzungen können bei unlegierten und niedriglegierten Stählen mit technischer ca. 30%-er Salzsäure oder mit einer ca. 40% wässrigen Lösung von Eisen-III-Chlorid durchgeführt. Die Salzsäure ergibt erst bei Siedetemperatur (ca. 100°C) den gewünschten Angriff. Der Umgang mit solch kochender Säure ist zwangsläufig sehr gefährlich und stellt eine enorme Belastung für Mensch und Umwelt dar. Abb. 2a zeigt das Ergebnis einer Makroätzung mit Salzsäure an einem Vergütungsstahl.
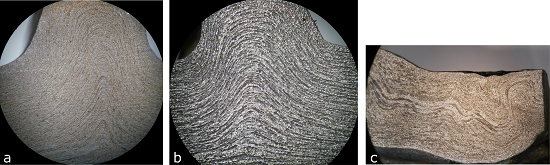
Abb. 2 Faserverlauf bei Makroätzung an Vergütungsstahl a) mit Salzsäure, b) und c) mit Eisen-III-Chlorid
Makroätzung mit Eisen-III-Chlorid
Die Makroätzung mit dem Eisen-III-Chlorid ist deutlich sanfter. Das Eisen-III-Chlorid ätzt gleichmäßig und ist bereits bei Raumtemperatur aktiv. Für schnelle Ergebnisse ist jedoch eine Erwärmung auf 45 bis 50°C erforderlich.
Eisenchlorid (genauer gesagt die dreiwertigen Ionen) hat ein hohes elektrochemisches Potential und kann somit als wirkungsvolles Oxidationsmittel fungieren.
Bei Stählen wird Eisen aus den ferritischen Körner zu zweiwertigen Ionen oxidiert, die dann mit dem Sauerstoff aus der Luft schwarzes Eisenoxid bilden. Dieses setzt sich in den anodischen Vertiefungen ab und verstärkt dadurch das Reliefbild. Dies ist in Abb. 2b ersichtlich, die die Makroätzung mit Eisen-III-Chlorid eines ähnlichen Bauteils aus einem Vergütungsstahl wie in der Abb. 2a zeigt.
Der Faserverlauf ist im Vergleich mit der Makroätzung mit Salzsäure deutlich besser erkennbar. Auch komplexe Faserverläufe (Abb. 2c) lassen sich durch die Makroätzung mit Eisen-III-Chlorid gut beurteilen. <<
Alle Fotos von Bozena Arnold


